A few of the typical applications of Vacuum Impregnation using Special Impregnation Sealant TSP range of sealants are listed below. Although there are several applications of the process , only a few of the most common applications are given. For further details please contact us and our application engineers will be too glad to answer your queries.
SAFEGUARD YOUR ASSETS
Even minor leakage of gases, air or liquid can cause entire batches of production to be rejected. Impregnation as a de rigueur procedure, therefore, has received easy and complete acceptance among the people who are primarily responsible for the quality of products. Industries all over the world have experienced huge machining losses because leakages have been discovered after a casting has been machined. In such cases, there is no choice but to scrap the casting. And if a casting is scrapped after it has undergone an expensive machine process, there is no way which that cast can be recovered. The solution – mandatory, pre-emptive impregnation of all castings so that QCD considerations may be well taken care of . It is, in contemporary business, the smartest way of ensuring a healthy consistent bottom line for all users of leak tight casting.
A WIDE RANGE OF COMPONENTS TYPICALLY IMPREGNATED
Impregnation systems find application in today's world driven by qcd consideration in all industry segments that use casting , plastics, sintered metal parts, powder coated and chrome plated parts. The most obvious examples of industries:
Aerospace components
Filtration equipment
Air compressors
Wood Impregnation
Fuel supply systems
Hydraulic pumps/valves
Pneumatic components
Sintered products & plastics
Transmission housings
Fire Fighting equipment
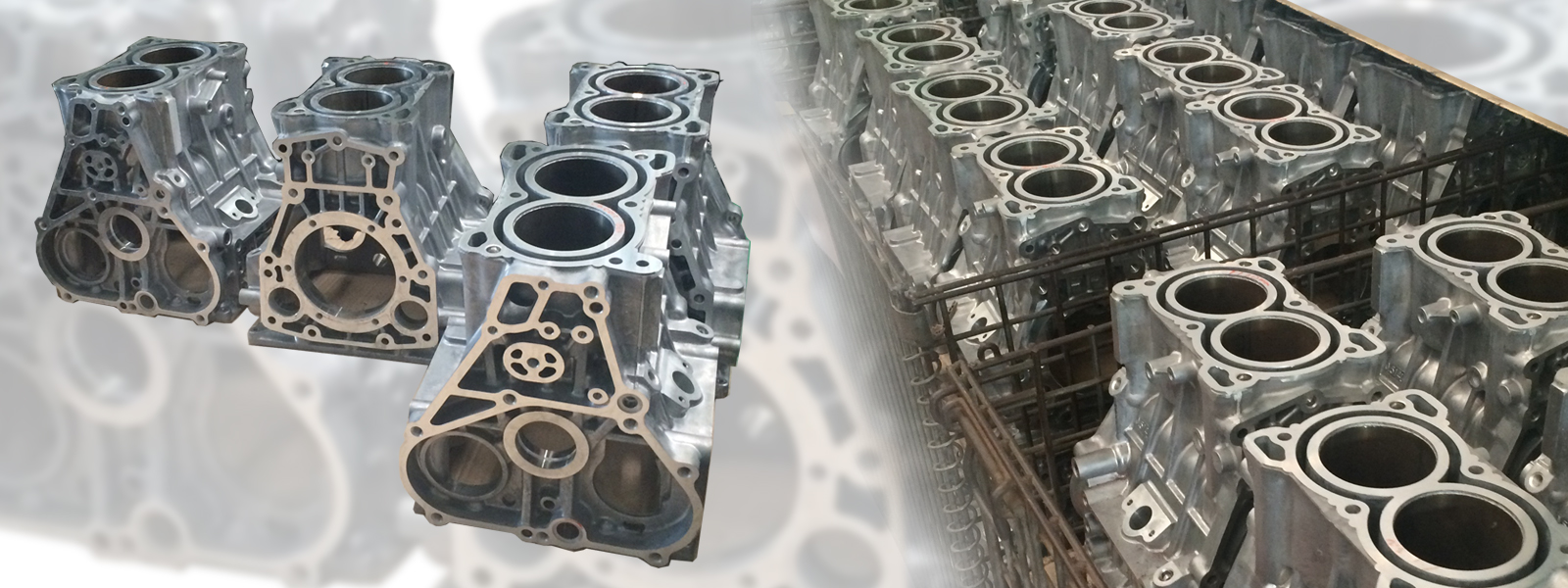
Automotive Cylinder heads, Manifolds and blocks
Pipes & fittings
Impregnation with TSP-99 can be performed on casting before or after machining. If porosity is accessible before machining, as in the case of powdered metal parts and some castings, it may be of benefit to impregnate at that time. For some cases it may also be done after full machining.
It has been proven to be more cost effective to impregnate rather than to scrap castings. If a casting has had expensive machining processes there is no way to recover that cost if the casting is scrapped. It has been calculated by engineers that impregnation is a small cost when recovering expensive components.
The most well known application is to seal porosity in components designed to contain liquids or gases particularly at raised pressures. The primary application for impregnation is to seal castings against leakage of air, gases and fluids.
Improving surface treatment :
Impregnation is also used to seal porosity for surface finishing. Impregnation of castings, powder metal components and other porous rigid materials prevents the ingress of treatment acids into micro-porosity which would otherwise leak out and corrode the finished surface. Vacuum impregnation using our sealant is commonly used for the sealing of porosity prior to anodising and plating. Powder paint coatings applied to casting and other porous materials are, likely to blister when stoved due to the expansion of air entrapped within porosity open to the surface. Impregnation is used to seal this porosity prior to electroplating, painting, and stoving to prevent this blistering. Finishes such as conversion coating, plating, wet point and powder castings can be applied after impregnation. Impregnating prior to these applications will alleviate blistering, spotting and bleeding of pre-plating solutions through plated parts. It will also eliminate “fish eyes” and pin holing in painted and powder coated components.
Powder metal components :
These can be vacuum impregnated using the Impregseal process after sintering to render them pressure tight. The ability to effectively vacuum impregnate and seal powder metal components has allowed designers to incorporate these parts into water and oil pump seals, motor cylinders for pneumatic tool and other applications requiring 100 % pressure tightness. Furthermore, powder metal parts are also impregnated to improve their machinabilty to reduce tool chatter and improve the resultant tool life. Powdered metal parts are also impregnated for pressure tightness and electroplating applications.
Sealing inserts into assembly :
Components containing inserts and sleeves can be vacuum impregnated with our sealant both to seal the assembly for pressure tightness in addition to bonding the insert. Substantial saving can be made by employing batch impregnation in place or the more labour intensive methods which use adhesive for bonding and sealing inserts into assemblies. In cases of plastic connectors impregnation has been a major savior for avoiding leaks from areas between the metal connector strips and the plastic moulded body.
Brazed and Welded assembly :
Similar to casting dip brazing can contain micro-porosity and allow leakage of coolant fluids under pressure, as in heat exchangers. These assemblies are often difficult to seal locally because the cooling fins can prohibit access to the porous area. Vacuum impregnation can be used to effectively seal such assemblies.
Entrapping contaminents :
Contaminants that are absorbed into the porosity during manufacturing operations can later bleed out in service and effect the clean operation of moving parts. The Impregseal vacuum impregnation process will prevent these contaminants from being drawn out into air and liquid control systems, thereby blocking pumps and filters. A typical application of this is to entrap contaminants like sand particles into the liner/ sleeve body for life to prevent it from exuding out during service conditions and causing the engine to seize. In cases of sanitary finish fittings used in dairy applications vacuum impregnation is used to prevent the ingress of milk and other bacterial forming products into pores that would remain open to such attacks if left unimpregnated.
A new dimension to casting design :
The heavy thinkers in the metal industry are looking to the future and thinking lighter every day. Use of light weight cast metals most notably Aluminium and Magnesium have opened by all doors for the development engineer. The trend to create lighter alloys of Aluminium and Magnesium has increased the incidence of micro-porosity. This has made effective impregnation techniques an accepted word to the Foundry-man and word specified by Design Engineer.



")